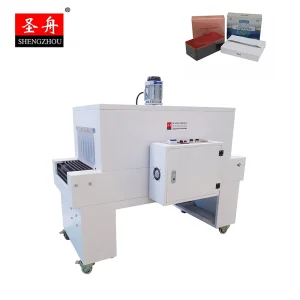
Engineered to handle various packaging substrates with precision, providing absolute seal integrity under diverse climate variations.

Canada’s industrial sector, spanning from the dense manufacturing hubs in Ontario and Quebec to the resource industries of British Columbia and Alberta, maintains stringent criteria for automated packaging machinery. Modern production environments require equipment that meets not only high efficiency standards but also localized electrical, mechanical, and safety regulations. As Canada continues to phase out non-recyclable alternatives and transition to sustainable film compounds (such as POF and bio-based PE), heat shrink tunnel equipment must operate with strict thermal precision.
In addition, northern environments pose a unique engineering challenge: seasonal temperatures fluctuate from sub-zero winters to humid summers. This variance directly impacts raw packaging film properties, such as tension and elasticity, requiring heat tunnels to employ highly responsive, PID-controlled convective air distribution systems to ensure clean wraps and uniform shrinkage without distortion.
Implementing packaging systems in Canada requires strict adherence to safety standards. Every industrial packaging machine must align with electrical safety mandates outlined by the Canadian Electrical Code (CEC). At Henan Collins Machine Co., Ltd., our machinery designs incorporate components that comply with CSA Group standards. Whether through direct CSA certification or SPE-1000 field evaluation compatibility, we construct our shrink tunnels using globally recognized parts (such as Siemens, Schneider, and Omron controllers) to simplify local inspection processes and enable safe, immediate integration into your production plant.
Established in 2015, Henan Collins Machine Co., Ltd. has developed into a reliable manufacturer of end-to-end automated packaging solutions, serving markets worldwide.
Operating from a 5,000 m² modern manufacturing facility, Collins relies on a team of over 80 engineers and technicians to design, build, and test automated packaging machinery. Holding ISO 9001, SGS, and RoHS certifications, we focus on delivering reliable machinery that performs under heavy, continuous production schedules. Our product range includes labeling machines, filling systems, capping units, thermal transfer coders (TTO), and shrink wrap tunnels. This comprehensive selection enables us to design integrated packaging systems for industries such as food processing, craft beverage canning, cosmetics, and industrial manufacturing.













Collins shrink tunnels are engineered to meet the operational demands of distinct regional markets across the country.
High-volume processing plants in southern Ontario utilize steam shrink tunnels to apply 360-degree contour sleeve labels to beverage containers. These steam-based systems maintain low, uniform temperatures to protect heat-sensitive liquid contents while providing clean sleeve shrinkage.
Lumber and building material manufacturers in British Columbia require heavy-duty PE film wrapping systems. Our PE5040 series uses strong heating elements and high-velocity air circulation to handle thick-gauge wraps, protecting industrial goods against moisture and dirt during transit.
Pharma plants near Montreal rely on compact electric tunnels with strict PID temperature controls to apply tamper-evident neck bands. These systems deliver uniform heat to apply security seals precisely without compromising sensitive medical formulas.
We focus on continuous technology improvement to adapt our machinery to modern automation standards and energy regulations.
Our recent shrink tunnels feature PLC modules that connect to local SCADA networks. This setup monitors energy usage, tracks heater conditions, and calculates throughput data to help plant managers optimize overall equipment effectiveness (OEE).
To support sustainable manufacturing, our newer tunnels feature recycled airflow paths. These designs capture and reuse escaping heat, reducing overall energy consumption by up to 25% compared to traditional open-chamber machines.
We are refining dual-chamber models with adjustable air nozzles. Operators can tune the airflow velocity and angle to suit complex container geometries, providing clean shrink results on irregular bottle shapes.
Our engineering department designs custom conveyor widths, custom tunnel heights, and specialized heating systems tailored to your unique container formats and regulatory criteria.
Send Inquiry NowA comprehensive range of electric and steam heat tunnels, engineered to integrate with high-volume wrappers, labelers, and end-of-line packaging systems.

Common questions from Canadian production engineers, procurement coordinators, and plant managers.