Engineered for Seamless Integration with Precision Material Handling Lines







In modern supply chain architecture, roller conveyor systems serve as the backbone of automated intra-logistics, manufacturing, and distribution. Across global industrial hubs, the demand for high-reliability material handling systems has escalated exponentially, driven by the rapid growth of e-commerce, the expansion of cold-chain pharmaceutical distribution, and the universal push toward Industry 4.0. Today’s industrial conveyor systems are no longer passive pathways; they are intelligent, sensor-integrated, and energy-efficient systems designed to maximize packaging line efficiency and product security.
Top-tier factories rely heavily on custom-designed roller conveyors to manage high load capacities, optimize factory footprints, and eliminate structural bottlenecking. Whether utilizing gravity-driven lines for cost-effective accumulation or motorized drive rollers (MDR) for zoned control, these systems are vital in ensuring that products transition smoothly from processing stages to labeling, sealing, boxing, and dispatch. The synergy between high-speed automated packaging machinery and robust roller conveyor frameworks determines the ultimate Overall Equipment Effectiveness (OEE) of a manufacturing facility.
Established in 2015, Henan Collins Machine Co., Ltd. has positioned itself at the cutting edge of industrial automation. From day one, the company has focused on designing and manufacturing end-to-end automated packaging solutions. Possessing 20 national invention patents, Collins demonstrates a decade of technical expertise in integrated systems including labeling, filling, capping, coding, sealing, and shrink-wrapping for a wide range of global industries.
By bridging the gap between advanced mechanical handling structures (such as automated conveyor frameworks) and precision packaging units, Collins delivers highly specialized setups engineered to withstand demanding industrial duty cycles. This deep integration capabilities allow factories to source a complete, unified operational workflow from a single, highly reliable manufacturer.
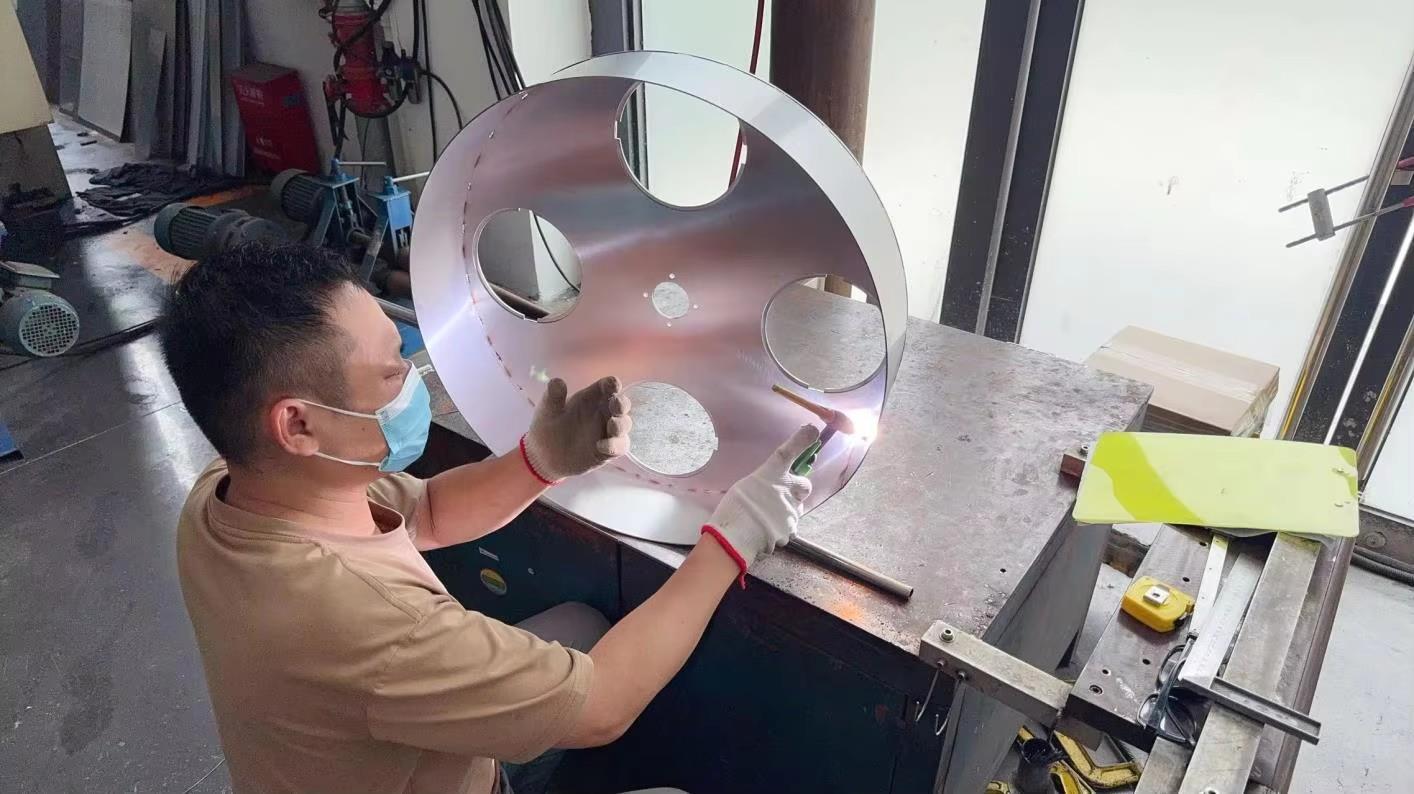
Operating within a state-of-the-art 5,000 m² production facility, Henan Collins Machine Co., Ltd. leverages the expertise of more than 80 highly skilled engineers and technical personnel. These professionals oversee advanced manufacturing workflows, ensuring every piece of equipment meets stringent international standards.
Our facility features automated coating, slitting, and quality-control testing lines to guarantee structural integrity, long-term durability, and operational precision. With certifications including ISO 9001, SGS, and RoHS, our manufacturing capacity is tailored to satisfy complex OEM demands and contract packaging requirements, providing our global client base with equipment designed for minimal downtime and sustained high throughput.
Step-by-Step Visualization of Our In-House Engineering & Quality Control Workflow













Henan Collins Machine Co., Ltd. specializes in the design, development, production, and sales of labeling machines, filling machines, packaging machines, thermal transfer coders (TTO), ribbon coders, ink roller coders, laser coders, and general industrial coding equipment. To guarantee our systems provide continuous value, we offer a comprehensive array of premium packaging consumables, including TTO ribbons, hot ink rollers, carbon ribbons, and custom label papers.
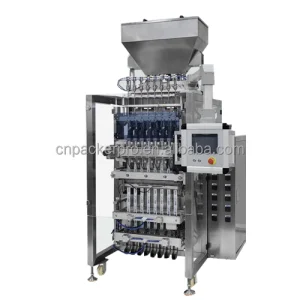
This fully integrated approach to packaging machinery and consumable supply ensures that companies operating our roller conveyor setups can maintain maximum operational cohesion. In modern industrial operations, a mismatch between a conveyor speed control and a high-speed multi-lane filling line can cause costly delays. Our systems are pre-synchronized during assembly to ensure immediate compatibility out-of-the-box.
Operating with self-operated import and export licenses, Henan Collins Machine Co., Ltd. supplies industrial solutions to markets across Asia, Africa, Europe, North America, and South America. We support our technology with an agile, multilingual support network capable of managing complex installations, preventive maintenance routines, and 24/7 remote diagnostic services.
Whether engineering custom layouts for heavy-duty food production lines or configuring sterile pharmaceutical packaging cells, Collins offers personalized production designs, swift response support, and comprehensive on-site training to maximize overall uptime, traceability, and operating efficiency.
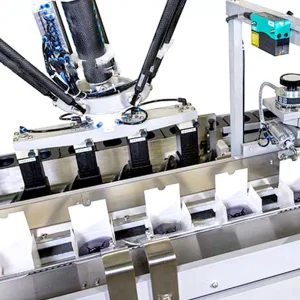
In the food processing industry, sanitation, speed, and wash-down compatibility are critical. Roller conveyors designed for food environments must utilize food-grade stainless steel frames (typically Grade 304 or 316) paired with polymer housing units and water-resistant drum motors. These systems must integrate with automated pouch-packaging and horizontal pillow packing lines. Smooth transitions from sachet machines to secondary packing cartoners must be meticulously calculated to prevent packaging punctures and preserve structural sealing integrity.
Pharmaceutical processing environments demand complete static dissipation, strict hygiene protocols, and precise tracking. Mini inkjet printers and thermal transfer coders must be mounted directly onto stable conveyor paths to print high-resolution barcodes, expiry dates, and lot numbers on moving products. If the conveyor vibrates excessively, it can compromise print legibility, resulting in failed regulatory compliance and rejected batches. Our heavy-duty frame structures and precision lathe-machined rollers ensure exceptionally smooth material transit, eliminating micro-vibrations and maintaining pristine print quality.
Modern distribution centers process thousands of packages per hour. Here, automated roller conveyors must withstand continuous heavy-duty cycles, managing boxes and pallets of varying weights. Leveraging motorized roller sections paired with photoelectric sensors allows distribution facilities to implement zero-pressure accumulation systems. This ensures packages stop before touching, eliminating product damage and optimizing transit flow.
The manufacturing sector is progressing toward complete autonomy. The integration of advanced conveyor lines with smart diagnostic tools represents the next phase of industrial material handling. Henan Collins Machine Co., Ltd. is committed to helping shape this future through a structured engineering roadmap:
Integration of vibration, temperature, and wear-rate sensors directly into roller bearing assemblies. Real-time diagnostic data is transferred straight to terminal control software, enabling predictive maintenance prior to component failure.
Development of brushless DC drum motors designed to operate at 24V/48V, reducing overall plant electricity consumption by up to 35% compared to traditional AC-driven conveyor frameworks.
Implementing machine learning models that analyze input speed variations from multi-lane filling and wrapping units, allowing the downstream conveyor system to dynamically adjust speeds to prevent package collisions and minimize line stoppage.
Technical Insights & Best Practices for Selecting and Managing Industrial Conveyor Systems
High-Efficiency Capping, Filling, Sealing, and Sorting Machinery