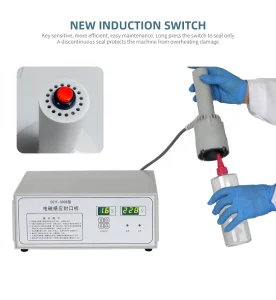
Explore our premium machinery portfolio including high-definition printers, induction sealers, and form-fill-seal units.





Engineered for excellence, delivering cutting-edge automation with global certifications.
Established in 2015, Henan Collins Machine Co., Ltd. focuses on end-to-end automated packaging solutions. Holding 20 national invention patents, we exhibit deep expertise across labeling, filling, capping, coding, sealing, and shrink-wrapping.
Operating a state-of-the-art 5,000 m² facility with 80+ engineers, we maintain ISO 9001, SGS, and RoHS certifications. Our setup supports high-precision automated coating, slitting, and rigorous quality control for reliable worldwide operations.
We supply premium equipment alongside critical consumables (TTO ribbons, ink rollers, and label papers). This provides one-stop-shop security for daily chemicals, food, pharmaceuticals, and cosmetics lines worldwide.
Modern automated lines require absolute harmonization between hardware machinery and raw consumables. As a primary manufacturer, Henan Collins Machine Co., Ltd. ensures that every system meets rigorous CE, RoHS, and ISO standards. Our global export operation leverages robust logistics channels and remote setup assistance, guaranteeing that clients throughout the Americas, Europe, Asia, and Africa achieve rapid commissioning and long-term equipment uptime.
Evaluating global integration and supply chain value drivers for procurement teams.
Operating high-speed packaging equipment globally requires localized regulatory compliance. From CE markers to electrical standards (UL/CSA/CE), our builds incorporate redundant safety circuits, emergency shutdown blocks, and explosion-proof ratings to satisfy local inspectors and safety boards.
Our facility in Henan, China, utilizes a highly efficient supply chain network. By sourcing premium electrical components and precision raw steel locally, we pass substantial cost efficiencies down to global enterprises without compromising on component quality or engineering tolerances.
The global packaging sector is rapidly migrating toward smart factory solutions. Our equipment integrates standard fieldbus systems, OPC UA protocols, and real-time operational diagnostic frameworks, making them fully compatible with modern MES and enterprise cloud systems.
Enterprise procurement directors do not buy machines; they buy production consistency and yield reliability. Operational metrics like OEE (Overall Equipment Effectiveness), fast SKU changeover times, and responsive technical support dictate machinery selection. Collins addresses these commercial needs with customized line design, rapid response modules, and ready-to-ship consumable parts inventories that insulate manufacturing lines from supply chain disruptions.
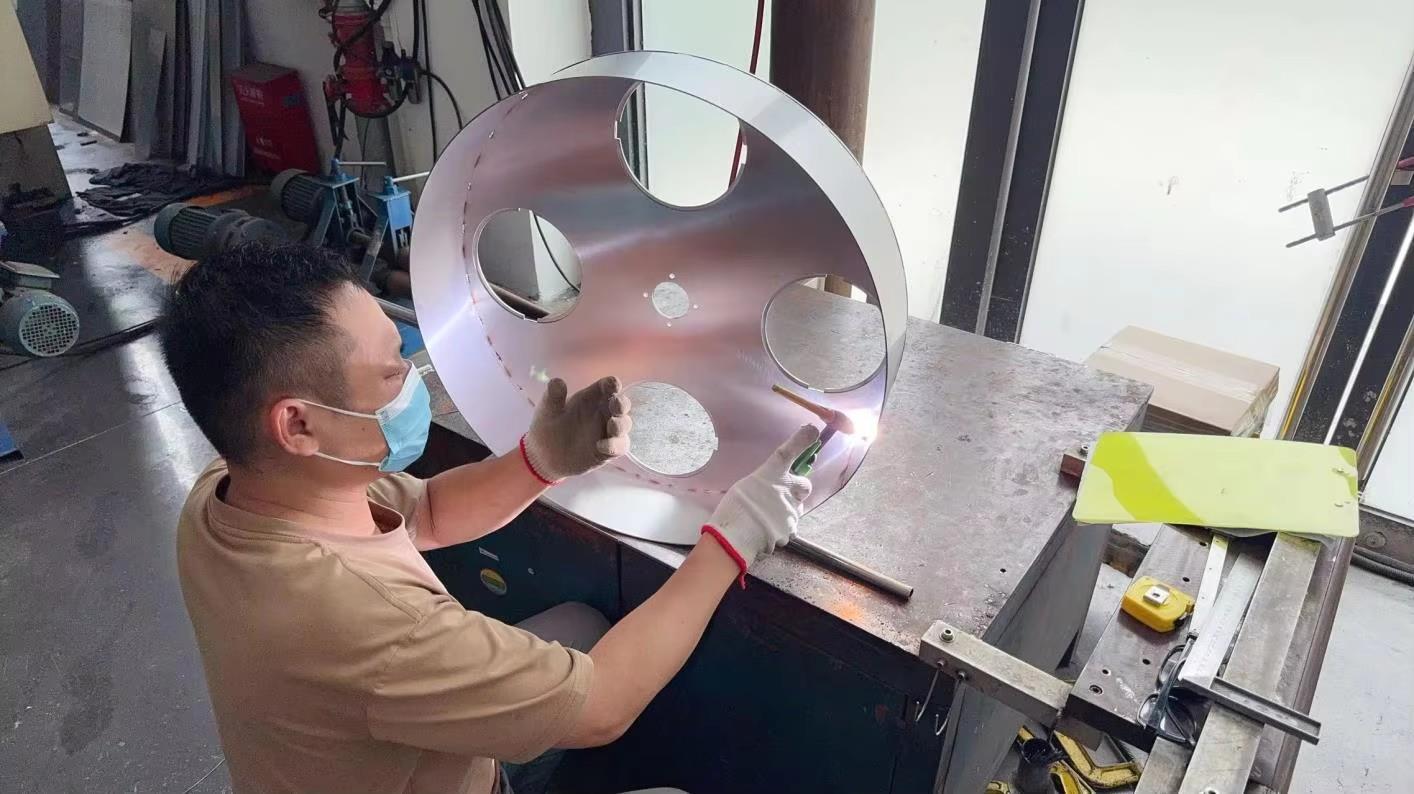
A step-by-step visual documentation of our production, machining, assembly, and testing stages.













Clear responses addressing operations, support, and integration concerns.
Our core packaging and filling systems carry full CE marking, validating compliance with European electrical safety, mechanical risk management, and electromagnetic field constraints. Our manufacturing site operates under ISO 9001 Quality Management standards, with compliance paths for UL, CSA, and RoHS depending on client parameters.
We address support through a three-stage service model. First, we install remote access VPN modules in control panels for real-time diagnostic analysis. Second, our multilingual service engineering team is available 24/7. Finally, for critical line expansions or installations, on-site engineers deploy to client facilities for commissioning and operator training.
Our hardware and consumable integration serves high-throughput packagers in the Food & Beverage, Personal Care Products, Pharmaceutical, Chemical, and E-commerce/Logistics sectors. Ensuring physical alignment between materials and equipment prevents drift, packaging failures, and excessive maintenance cycles.
Because we design both packaging machinery and supply consumables (ribbons, thermal transfer rollers, and labels), we verify material compatibility in our testing labs before dispatch. This reduces issues like ribbon tearing, barcode smudging, and material blockages during high-speed runs.
Complete your production line with high-yield bottle sorters, steam tunnels, and high-performance sealing devices.









