Explore our top-performing CE-compliant packaging systems designed for global integration and operational resilience.





In modern manufacturing and high-throughput distribution centers, secondary packaging automation acts as a critical link. As global commerce accelerates, utilizing a CE Certified Carton Sealer ensures that your packaging lines operate in absolute conformity with stringent European health, safety, and environmental protection standards.
CE compliance is not merely a regulatory checkpoint; it serves as a testament to advanced structural design, electrical reliability, and operational safety. A certified case sealer integrates essential safety modules, including emergency stop buttons, physical blade guards, and interlocked safety switches that instantly cut power when the structural frame is compromised. For international exporters, deploying CE-certified systems minimizes operational liabilities and ensures smooth customs clearance across European Union borders and beyond.
By standardizing on CE-compliant equipment, modern packaging plants improve Overall Equipment Effectiveness (OEE) while safeguarding personnel. Henan Collins Machine Co., Ltd. customizes each automation line to match these safety profiles, offering high-performance, long-lasting machinery tailored for continuous industrial operations.
CE Certification for carton sealing systems demands compliance with multiple directives:
Analysing the technological shifts driving end-of-line packaging automation and supply chain optimizations.
Modern carton sealers are incorporating smart sensors to monitor drive-belt tension, tape roll capacity, and motor temperature. This real-time diagnostic approach enables operators to schedule maintenance cycles proactively, eliminating unexpected downtime in distribution networks.
With environmental focus sharpening worldwide, carton sealers are engineered to handle thinner, high-adhesion BOPP and eco-friendly paper gummed tapes. High-precision tape heads ensure minimal tape overlap, reducing secondary packaging waste by up to 15%.
E-commerce fulfillment demands sorting lines capable of sealing random carton sizes sequentially. Advanced random carton sealers dynamically adapt their side drive belts and pneumatic sealing heads to match the variable dimensions of incoming packages.
Henan Collins Machine Co., Ltd. - Driving Efficiency in Automated Packaging Since 2015
Henan Collins Machine Co., Ltd. was established in 2015. From day one, the company has focused on designing and manufacturing end-to-end automated packaging solutions. With 20 national invention patents, Collins demonstrates a decade of technical expertise in integrated systems including labeling, filling, capping, coding, sealing, and shrink-wrapping for a wide range of industries.
In a 5,000 m² state-of-the-art facility, more than 80 skilled engineers and technicians support advanced production and assembly capabilities. The company operates automated coating, slitting, and quality-control lines to ensure precision and reliability across all equipment and consumables. Certified under ISO 9001, SGS, and RoHS standards, Henan Collins Machine Co., Ltd. is committed to delivering high-performance packaging machinery that meets global OEM and contract packaging requirements.
Our integrated product portfolio specializes in the development, production, and sales of labeling machines, filling machines, packaging machines, thermal transfer coders, ribbon coders, ink roller coders, laser coders, and other coding equipment. We also provide a full range of consumables, including TTO ribbons, ink ribbons, ink rollers, carbon ribbons, and label paper, offering a true one-stop packaging solution.
With self-operated import and export licenses, Henan Collins Machine Co., Ltd. delivers turnkey solutions to customers across Asia, Africa, Europe, and North and South America. A multilingual service network ensures efficient installation, preventive maintenance, and 24/7 remote support. Serving industries from food and beverage to pharmaceuticals, cosmetics, electronics, and logistics, Collins provides customized production line design, fast response service, and on-site training—helping customers improve uptime, traceability, and overall equipment effectiveness worldwide.
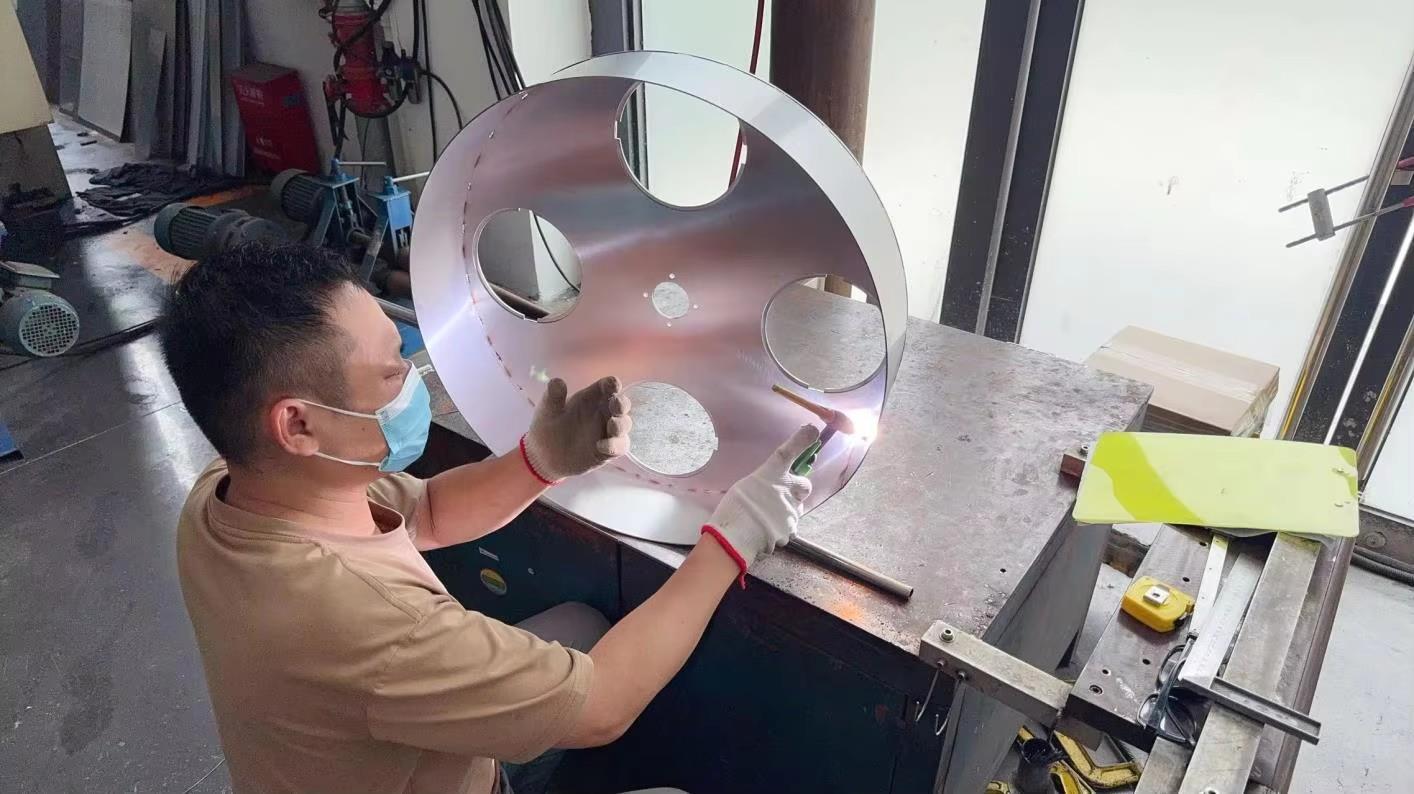
A transparent look into our rigorous, ISO 9001-certified fabrication and assembly stages.













How CE certified carton sealing systems integrate into regional production demands.
Strict sanitary requirements mandate washdown-compatible stainless steel construction. Our systems utilize food-grade components paired with CE compliant electrical controls, designed to perform reliably in chilled packaging environments.
For high-capacity fulfillment warehouses, our heavy-duty belt drives and responsive pneumatic configurations handle continuous shifts. Collins provides standard NEMA and UL-ready components integrated within a CE compliance framework.
High security requires precise tape sealing and integration with thermal inkjet coders. Collins ensures complete systems feature robust tamper-evident sealing capabilities, aiding full compliance with strict global tracking laws.
Our ongoing development centers on three main technological pillars:
As manufacturing trends shift toward flexible production runs, our carton sealer engineering team is focusing on modular machinery upgrades. Standardizing physical footprints allows plug-and-play scaling, letting customers swap semi-automatic systems for fully automated random case sealers without modifying existing floor layouts.
Collins is actively researching smart tape application designs that automatically adjust tool pressure based on carton thickness, preventing structural collapse in lightweight recycled corrugated boxes. This adaptation ensures reliable packaging and minimizes damage across modern logistics networks.
Crucial integration and purchasing answers for procurement teams and plant managers.
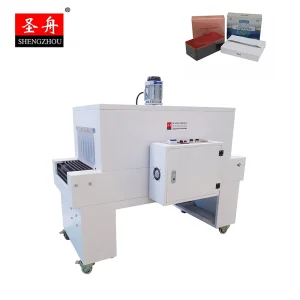
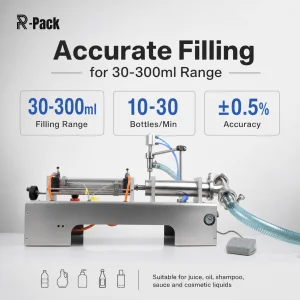
Enhance production capacity with our secondary wrapping, liquid filling, and bag sealing technologies.







