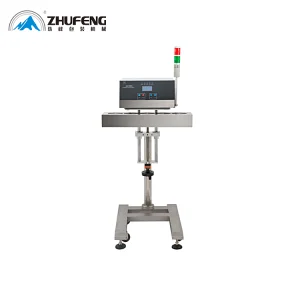
High-throughput inline electromagnetic capping machinery optimized for rapid operations and compliance standards.



Australia’s primary production sectors—ranging from premium dairy exports and functional health supplements to boutique pharmaceutical runs and agrochemicals—demand absolute seal integrity. Long-distance logistical distribution channels traversing extreme climatic variations (e.g., shipping through the hot Outback or maritime export routes) demand state-of-the-art leak prevention. Traditional conduction sealing is increasingly replaced by electromagnetic induction sealing systems, which provide non-contact, high-speed hermetic bonding of aluminum foil liners to container rims.
A critical consideration for domestic manufacturers is compliance with strict local regulations. Standard pharmaceutical, nutraceutical, and cosmetic packaging must adhere to guidelines set by the Therapeutic Goods Administration (TGA), while crop protection chemicals and veterinary treatments are governed by the Australian Pesticides and Veterinary Medicines Authority (APVMA). Furthermore, processing plants operating on the East Coast and Western Australia must ensure their machinery complies with the AS/NZS 3000 Electrical Wiring Rules and displays the Regulatory Compliance Mark (RCM).
Enables hermetic sealing that guarantees child resistance, freshness protection, and clear tamper evidence required for medical, pharmaceutical, and health food goods.
Induction utilizes high-frequency electromagnetic fields. No heat is transferred to products, preserving heat-sensitive products like dairy, honey, and volatile chemicals.
Engineered for minimal footprint, standard continuous induction systems fit directly over existing conveyor tracks, eliminating the need for major redesigns.
The science of induction sealing centers on electromagnetic induction. The sealing head contains an induction coil which emits an alternating electromagnetic field. As a bottle pre-assembled with an aluminum-foil liner passes beneath the head, the field induces eddy currents in the foil. This localized resistance heats the metallic layer, melting the polymer film layer coated underneath the foil. Under the mechanical pressure of the pre-screwed cap, the melted polymer bonds with the lip of the container (PET, HDPE, PP, or Glass), cooling quickly to form a reliable hermetic bond.
| Liner Type | Material Application | Typical Industry Use Cases in Australia | Cooling Mechanism Required |
|---|---|---|---|
| One-Piece Foil (PET/PP) | High Density Polyethylene / PP Containers | Sports nutrition powders, nutraceutical tablets, cosmetics | Air-Cooled (up to 120 bpm) |
| Two-Piece Wax/Pulpboard | Glass & Thick-walled PET jars | Premium organic honey, pharmaceutical liquids, syrups | Water-Cooled / Air-Cooled depending on speed |
| Vent-Liner Membranes | Agrochemical HDPE & Chemical Jerry Cans | Soil nutrients, cleaning concentrates, industrial chemicals | Heavy-duty Air-cooled or Industrial Water-cooled |
Selecting the ideal technical setup involves evaluating dwell time, frequency settings, and cooling configurations. High-output lines processing above 150 bottles per minute typically require robust liquid water-cooled induction heads to handle continuous heat dissipation, whereas SME plants and versatile contract packers in Melbourne and Sydney often choose air-cooled options due to their lower maintenance overheads and simpler operation.
Henan Collins Machine Co., Ltd. was established in 2015. From day one, the company has focused on designing and manufacturing end-to-end automated packaging solutions. With 20 national invention patents, Collins demonstrates a decade of technical expertise in integrated systems including labeling, filling, capping, coding, sealing, and shrink-wrapping for a wide range of industries.
Operating from a state-of-the-art 5,000 m² factory floor, our team is comprised of over 80 highly skilled engineering specialists who handle custom layout plans and mechanical assemblies. Holding international certifications like ISO 9001, SGS, and RoHS, Collins supplies machinery that integrates with demanding packaging lines worldwide, offering OEM and contract packing customers unparalleled performance.
In a 5,000 m² state-of-the-art facility, more than 80 skilled engineers and technicians support advanced production and assembly capabilities. The company operates automated coating, slitting, and quality-control lines to ensure precision and reliability across all equipment and consumables. Certified under ISO 9001, SGS, and RoHS standards, Henan Collins Machine Co., Ltd. is committed to delivering high-performance packaging machinery that meets global OEM and contract packaging requirements.
Our dedicated technical teams work directly with Australian and global procurement agents to provide machinery that complies with regional voltage profiles (e.g., 240V/415V 50Hz) and strict workplace safety guidelines.
Every machine undergoes strict machining, assembly, and quality assurance inspection inside our integrated production line.













Henan Collins Machine Co., Ltd. specializes in the development, production, and sales of labeling machines, filling machines, packaging machines, thermal transfer coders, ribbon coders, ink roller coders, laser coders, and other coding equipment. The company also provides a full range of consumables, including TTO ribbons, ink ribbons, ink rollers, carbon ribbons, and label paper. This integrated product portfolio supports industries such as food, daily chemicals, pharmaceuticals, cosmetics, and more, offering a complete one-stop packaging solution.
With self-operated import and export licenses, Henan Collins Machine Co., Ltd. delivers turnkey solutions to customers across Asia, Africa, Europe, and North and South America. A multilingual service network ensures efficient installation, preventive maintenance, and 24/7 remote support. Serving industries from food and beverage to pharmaceuticals, cosmetics, electronics, and logistics, Collins provides customized production line design, fast response service, and on-site training—helping customers improve uptime, traceability, and overall equipment effectiveness worldwide.
Explore our full catalog of industrial induction systems, covering handheld units for boutique operations up to heavy-duty inline solutions.












As the packaging sector moves towards eco-conscious designs, Australian manufacturers face pressure to cut plastic mass and use recyclable or biodegradable packaging alternatives. This trend directly impacts induction sealing parameter calibration. Lightweight plastic containers feature thinner walls, making them susceptible to paneling (deformation due to heat or pressure variations).
Our latest technical roadmap addresses these engineering pain points through the integration of Smart Induction Power Supplies. These systems feature real-time temperature feedback loop controls and high-definition sensors. By monitoring container speed and foil proximity, the machine dynamic power controller micro-adjusts the electromagnetic field, delivering the minimum thermal footprint required for a secure seal. This protects thin-walled PET/HDPE bottles from warping while lowering overall factory power usage.
Technical advice and engineering insights for plant managers and procurement professionals.