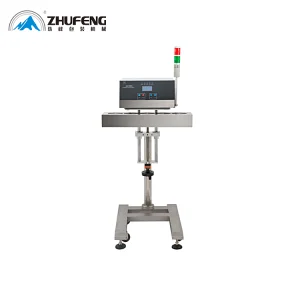
Engineered for high-volume automated bottling lines in Saudi Arabia's chemical, pharmaceutical, and food-processing plants.

Under the ambitious blueprint of Saudi Vision 2030, Riyadh is transitioning rapidly from a regional commerce center into a high-technology industrial and logistics powerhouse. The expansion of SUDHIR (Riyadh Second Industrial City) and the establishment of special economic zones have catalyzed local production in the pharmaceutical, chemical, cosmetics, and food-and-beverage sectors. For companies establishing or scaling factories in Saudi Arabia, maintaining global product integrity during transit across harsh desert environments is paramount.
Induction sealing technology has become an indispensable technical standard in Riyadh's modern supply chain. The process relies on non-contact electromagnetic heating to fuse an aluminum foil liner to the rim of plastic or glass containers. This hermetic barrier prevents leaks under high storage temperatures (which frequently exceed 45°C in central Saudi Arabia), extends shelf life, and ensures the product remains completely tamper-evident, complying directly with Saudi Food and Drug Authority (SFDA) and SASO standards.
As a dedicated exporter serving Riyadh, Henan Collins Machine Co., Ltd. provides customized, heat-tolerant, and high-frequency sealing equipment configured for continuous local operations. Our systems are engineered to withstand ambient heat and dusty environments, ensuring maximum uptime for manufacturing facilities across Saudi Arabia.
Different industries present distinct technical challenges. Here is how our induction sealing systems solve real-world packaging challenges on Riyadh production floors.
Riyadh's vast dairy networks and date-syrup processing units require high-speed hermetic sealing to preserve freshness. Our air-cooled continuous sealers lock in aroma and prevent contamination on bottle volumes ranging from 100ml to 5L.
Under the rigid surveillance of the Saudi Food and Drug Authority (SFDA), local drug formulators and nutraceutical packagers deploy our continuous electromagnetic induction systems to provide 100% airtight seals on pill bottles and liquid medicines.
Saudi Arabia’s chemical sector handles aggressive compounds, agrochemicals, and automotive motor oils. We offer custom sealing heads designed to secure wide-mouth jars and heavy-duty drums, preventing cap leaks and dangerous vapor escapes.
From manual operations to integrated, AI-ready continuous high-speed packaging lines.
Induction sealing technology has shifted from heavy, water-cooled tube-style generators to highly efficient solid-state, air-cooled transistor units. Modern systems utilize Insulated Gate Bipolar Transistors (IGBT) to convert line power into high-frequency alternating current. When passed through a custom-wound copper coil, this energy generates a concentrated electromagnetic field that acts exclusively on the aluminum layer of the liner inserted into the cap.
The resulting eddy currents instantly heat the foil, melting the heat-seal polymer film on the liner. This molten polymer flows under capping pressure onto the container rim, forming a solid-state molecular bond. Because heat is generated *only* inside the foil, the container cap, product, and surrounding air remain entirely unaffected by thermal radiation, preserving the properties of heat-sensitive contents like raw honey, milk, or medicine.
Our future technology roadmap focuses on integrated quality control. This includes rejection systems for missing foils, loose caps, and under-sealed bottles, connecting seamlessly via industrial protocols (Profibus/Modbus) to downstream SCADA networks in modern Riyadh factories.
Delivering reliable, certified packaging equipment from our automated facilities directly to the Middle East.
Established in 2015, Henan Collins Machine Co., Ltd. has dedicated its engineering resources to designing, fabricating, and exporting end-to-end automated packaging solutions. With over 20 national invention patents, our company demonstrates a decade of technical expertise in delivering integrated machinery systems, including filling, capping, labeling, coding, shrink-wrapping, and induction sealing.
In a 5,000 m² state-of-the-art facility, more than 80 skilled engineers and technicians support advanced production and assembly capabilities. We operate high-precision automated coating, slitting, and quality-control lines to ensure precision and long-term reliability across all packaging machinery and related consumables. Certified under ISO 9001, SGS, and RoHS standards, Collins is committed to delivering high-performance packaging machinery that meets global OEM and contract packaging requirements.
Collins specializes in the development, production, and sales of labeling machines, filling machines, packaging machines, thermal transfer coders (TTO), ribbon coders, ink roller coders, laser coders, and other coding equipment. We also provide a full range of consumables, including TTO ribbons, ink ribbons, ink rollers, carbon ribbons, and label paper. This integrated product portfolio supports industries such as food, daily chemicals, pharmaceuticals, cosmetics, and more, offering a complete one-stop packaging solution.













Sourcing induction sealing systems from a specialized manufacturer in China like Henan Collins offers critical cost-to-performance and customization advantages. China’s comprehensive industrial ecosystem enables us to source top-tier mechanical components and electronic microchips rapidly, significantly reducing engineering lead times.
Unlike regional suppliers with limited manufacturing capacity, we maintain in-house control over the entire machining, sheet metal, and coil winding processes. This vertically integrated model shields our global clients from supply-chain volatility, ensuring reliable lead times and predictable machinery deliveries to Riyadh.
Furthermore, our factory engineers customize systems for Riyadh’s localized power grids (handling 220V/380V, 60Hz configurations with high-temperature electrical shielding) at a fraction of the cost of European equivalents. This allows Saudi manufacturers to maximize capital productivity while obtaining ISO 9001, RoHS, and SGS compliant machinery.
We coordinate sea freight directly from Qingdao, Ningbo, or Shanghai ports straight to King Abdulaziz Port in Dammam or Jeddah Islamic Port, combined with fast customs transit to industrial zones across Riyadh.
For urgent projects requiring quick assembly, air cargo routing via King Khalid International Airport (RUH) is readily available. All packaging machines are crated in export-standard, IPPC-certified fumigated wooden crates to protect sensitive electronic components from moisture and shock during international transport.
Your engineering partner in KSA, providing compliant systems and responsive customer service.
All sealing and packaging machinery exported to Riyadh complies with SASO standards. We handle Saber platform compliance paperwork, providing the technical documents and certificates required for smooth customs clearance at KSA ports of entry.
Prior to shipment, we perform comprehensive live-video Factory Acceptance Tests (FAT) using your bottle and liner samples. Our English-speaking engineers remain available 24/7 to support local technicians during setup and fine-tuning.
We maintain a dedicated stock of wear-and-tear parts, including custom heating coils, power boards, and conveyor components. These are shipped to Riyadh via express courier (DHL/FedEx) to minimize unexpected downtime on your packaging lines.
Choose from continuous inline production models, handheld sealers, and laboratory units compatible with Middle East packaging lines.







Direct answers to critical technical questions regarding the deployment, operation, and maintenance of induction sealing equipment in Riyadh.
Contact Henan Collins Machine Co., Ltd. today. Get detailed system catalogs, factory-direct pricing, and technical consultations for your upcoming packaging projects in Saudi Arabia.
Send Inquiry Now